定点钻(NC) Guide Hole Drills,又称定位钻、定位引导钻、定点引导钻。
从事机加工的业者都知道,在超过8D倍径的加工过程中使用定点钻是最基础的概念,它的优点远远超乎想像,那么,在微细钻孔(以下简称微钻)的切削领域呢?
在微钻钻孔过程中,定点钻所带来的优势变的更加关键,因为微钻孔通常具有更高的精度和更严苛的要求,我们希望它带给我们的功能可不仅仅是定位而已。
一、微细钻孔时使用定点钻的四大优点:
1、更精确的孔位置控制
微钻在什么都得变极渺小的加工领域中,在工件表面上准确的定位孔洞并标出与导引孔的正确位置,确保接下来的钻头符合设计要求。
2、确保孔的方向性与垂直性
微孔的真圆度与垂直性在某些领域中至关重要,特别是在微电子零件与流体力学,如大家常听到的半导体科技产业。
3、防止工件的损坏
微钻通常在非常昂贵或易损坏的工件上进行加工,需要定点钻帮我们搞定前期的控制导引,避免对工件造成不必要的损坏。
4、提高加工效率
微钻孔通常在高度自动化的加工过程中,需要进行大量的孔加工,唯有精确的定位才能让接下来大量、重复的自动化钻孔更加提高品质与效率。
二、常见的微细钻孔加工过程:
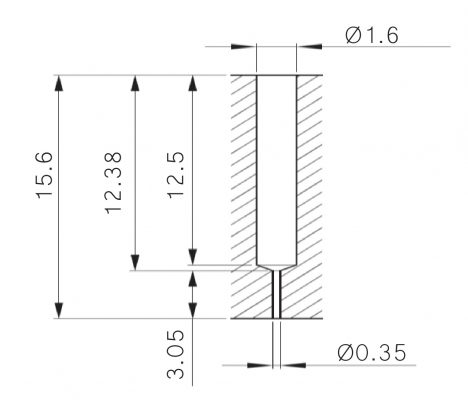
上图是很典型的微孔长倍径二阶作业,要把孔做好需要考虑很多因素,这次我们只谈最基本的出入口位置的精度确认,也就是φ1.6在一般模式下,假设我们希望是单面加工,这就意谓着很可能没有很高的设备精度也没有中心出水。
三、微细钻孔加工过程中使用ATOM-ADP定点钻的差别:
案例1:使用ATOM-ADP定点钻达到定位精确
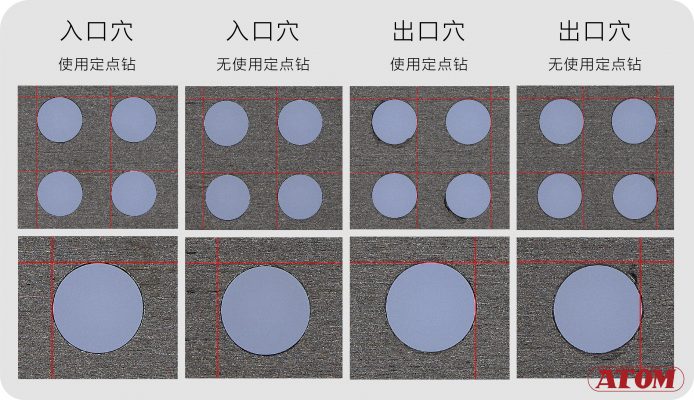
在整个微细钻孔加工过程最容易发生问题的无疑为0.35钻头,往往因为前段φ1.6的孔钻不直,造成0.35钻头断裂的原因之一,接下来我们来看看有没有定点钻的差异 ,在这个案件,我们选用「ATOM-ADP定点钻」
在没有使用ATOM-ADP定点钻的情况下,入口处会发生位置偏移,出口处也会发生0.05mm位移,另一方面,使用ATOM-ADP定点钻的情况下入口处位移可能控制在最大0.005mm、 出口处在0.02mm范围内。
案例2:使用ATOM-ADP定点钻达成高精致的圆孔效果
我们测试顺序为d1.6钻完再做d0.35,确认有无使用定点钻的影响?
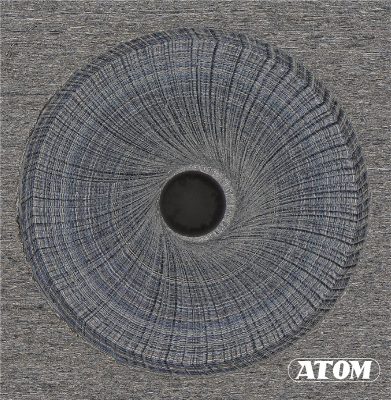
从上图可以很清楚的看到在无使用ATOM-ADP定点钻情况下,d1.6造成表面震动与入口处偏移的状态发生,这与使用ATOM-ADP定点钻产生差异,而这一点点差异造就接下来整个微细钻孔的处理方式,最糟糕的情况甚至让你损失整个工件陷入愁云惨雾中。
四、微细钻孔加工专家-ATOM

「日本ATOM斎藤制作所」创立于西元1934年,至今已成立了90年,开发、制造、销售以精细精密磨削技术为基础的产品。我们拥有20多年微细孔加工经验,致力于为客户提供各种微型钻孔解决方案。
看完上面案例说明,现在我们知道想要做出更精准的孔位置与提升细孔加工效率必须使用定点钻,如何正确的选择与使用请与中国地区ATOM斎藤制作所的唯一总代理联系:
东莞瑞霆五金机械有限公司(华南地区)
地址:东莞市长安镇长青南路303号长安商业广场4区208(地王广场写字楼)
电话:+86-769-8115-4569
传真:+86-769-8176-9159

上海阜霆机械科技有限公司(华东地区)
地址:江苏省昆山市花桥镇兆丰路18号亚太广场5号楼1009室
电话:+86-512-5032-0213
传真:+86-512-5032-0215

岳崴科技股份有限公司(台北总公司)
地址:台北市内湖区民权东路六段417-1号(后栋)
电话:+886-2-26327601
传真:+886-2-26327604

we want you make money,we need you make money。
这时,我们让时光倒流一下,回到你开始想怎么做这个工件的时候,聪明的你,应该知道怎么做选择!