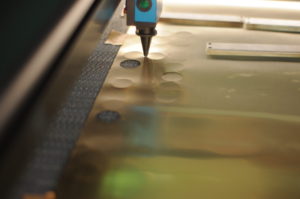
探索杜邦™ Pyralux® AC软板基材的雷射加工应用
在现今电子产业日益微型化的趋势下,柔性电路板(Flexible Printed Circuits, FPC)成为实现高性能与空间优化的关键材料,而其中由杜邦™所开发的Pyralux® AC 系列软板基材,凭借其优异的电气性能与柔性结构,正被广泛应用于消费性电子产品、汽车、医疗设备与航太等领域。 然而,要将这类高性能材料应用于高精度制造过程中,传统机械加工技术已难以胜任。这时,Universal Laser Systems (ULS) 的精密雷射加工技术,就成为微细结构制作的理想解决方案。 Pyralux® AC:柔性电路的理想材料,但加工却是一大挑战 杜邦...