中心出水钻头 vs 十字槽钻头完整解析与深孔加工案例分享|ATOM 精密微型钻头
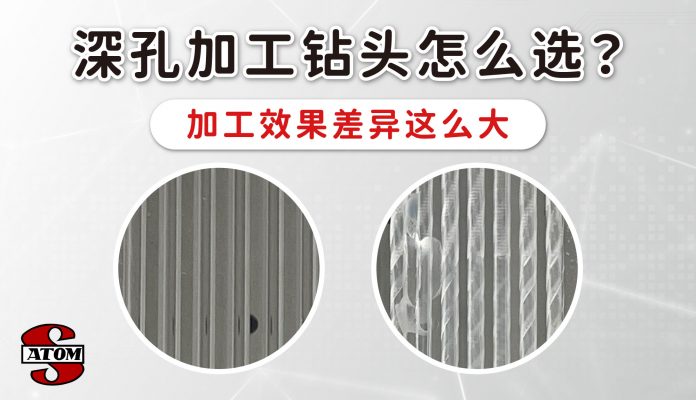
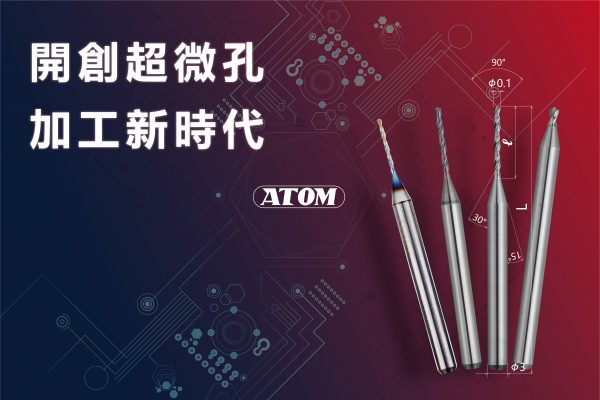
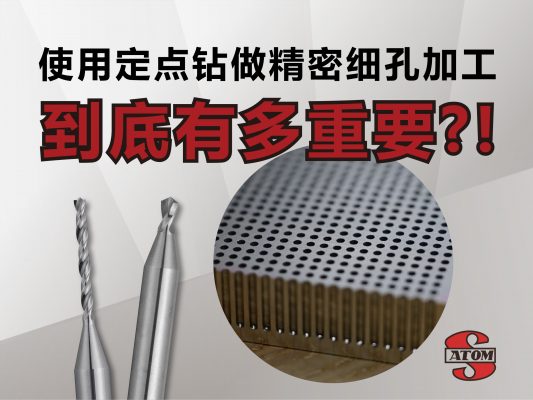
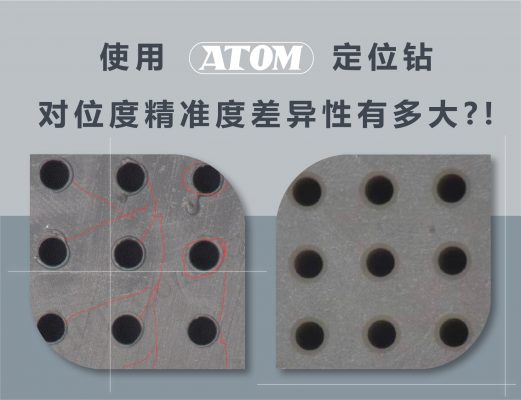
在高精密加工领域中,「深孔加工」一直是技术门坎极高的挑战。从金属、非铁金属到工程塑料、陶瓷,孔深达到数倍于钻径的加工条件下,对于钻头的排屑性、冷却能力与稳定性都提出更高要求。 在众多深孔加工解决方案中,中心出水钻头(Through Coolant Drill)与ATOM最新推出的十字槽钻头(SXG系列),分别代表两种不同设备条件下的最佳选择。 一、 中心出水钻头:深孔加工的经典首选 中心出水钻头是目前最常见且有效率的深孔加工方式之一。其特色为: 搭配高压(高 bar 数)出水设备,从刀具中心导入冷却液,有效冷却刀尖并带出切屑。 在金属与硬材料加工中表现稳定,特别适用于 量产自动化机台。 排屑顺畅、寿命长、孔径精度高。 缺点:...